Bird3 in IndiaWe have had a lot of interest in Bird3 from India. Presently our production facilities are limited and we need to automate some of the assembly processes in order to reduce the production costs and scale up production in order to supply the Indian market at the right price. If you are interested in a partnership or in acquiring a substantial stake in the business then message me or talk to Knightsbridge PLC, Bolton, UK, BL1 8SW
0 Comments
Bird3 is now available at retailers.
We have modified the air intake apertures in the stem section of the flight. This has modified the internal vortex allowing us to reduce the weight bringing it exactly in line with feather shuttles. Generally nylon shuttles are heavier as the flights are too porous, reducing the speed of the shuttles such that extra weight is needed to get the shuttle to fly further. Even then they are generally too slow. Bird2s are very slightly heavier than feather shuttles, so Bird3 takes another step closer to the all around performance of feathers. We have also developed a slightly more rigid compound for the stem moulding. This gives a little more feel on the racket. Flight porosity - how readily air passes through the flight or skirt of a shuttlecock, is all important. Feathers act as an almost complete baffle. They do this with help of a few 100 million years of evolution culminating in a rigid stiff but flexible structure which weighs almost nothing and can self repair. However they not meant to be hit at 250kph with a carbon fibre racket. Nylon shuttles are made with a lattice in order to be moulded and give a resilient product. This makes a perforated flight which gives less air resistance than a feather flight. This has a number of affects on the feel and performance compared with feathers but most significantly it makes standard nylon shuttles less controllable around the net. In a net shot a shuttle is pushed backwards and the level of resistance to the air determines the speed of turn over or 'righting' and the height of the bounce off the racket. Standard nylon shuttles therefore 'ping' higher and are more difficult to keep tight to the net. This is why feather users say that nylon shuttles are not controllable and nylon users say that feathers feel 'heavy' - in affect, in backwards mode, they are as they trap more air. The unique two part construction of the Bird2 design facilitates a much denser lattice pattern which forms a much more feather-like baffle so that the height off the racket in net shots is similar to that of feathers. The Bird3 design, due to reach the market in a few months, carries this feature on further and matches a feather performance. 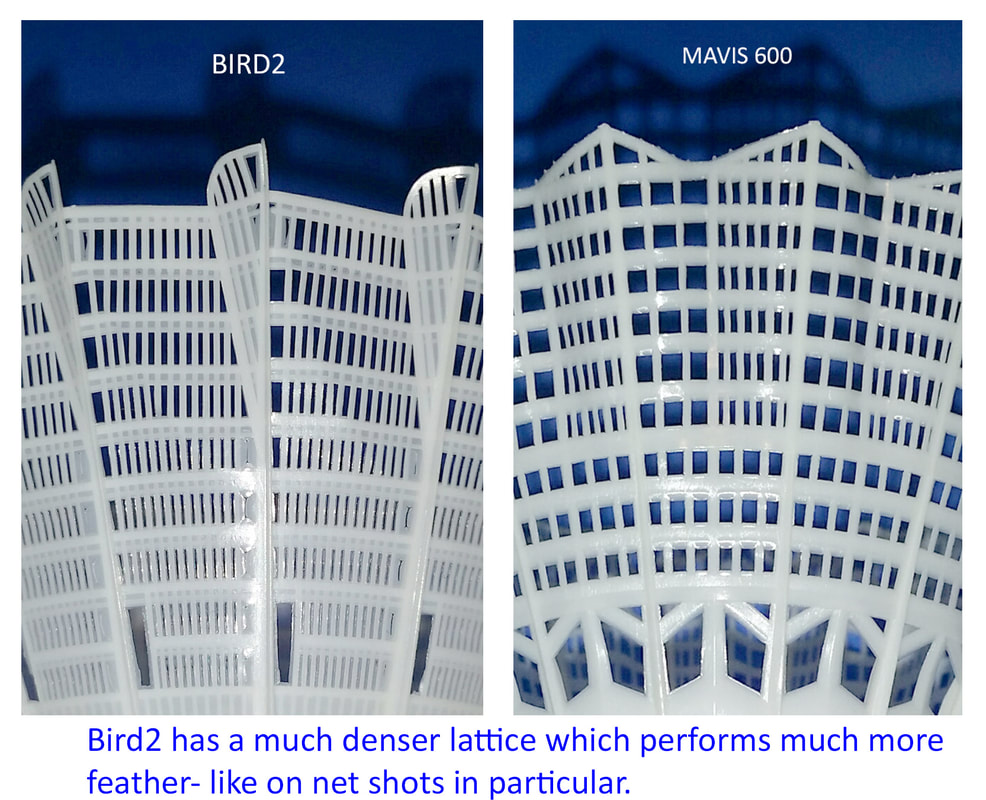 The weight, and therefore the speed, of all types of shuttlecock can vary a great deal due to the amount of moisture that has been absorbed over time. Feathers, cork and nylon moulding materials all absorb or lose water depending on the relative humidity of the storage conditions. A shuttle stored in damp conditions can easily vary by as much as 0.2g compared to dry air conditions. This is a lot for a shuttlecock and can turn a medium speed into a fast or slow speed until the moisture content has returned to normal and this can take half a day or more. Combined with the affect of air temperature and relative humidity during play, shuttlecock speed can be difficult to account for.
Additionally the hardness of the base material has a significant affect; cork has natural variation which can make a large difference in speed but plastic foamed materials have considerable variation due to process. Whatever the material, they all soften and lose resilience as they are used. Having discovered how much hardness affects the speed we are now testing for base hardness and factoring this into the weight/speed calculation. Feather shuttlecock producers are using launchers to test speed but unless the shuttle is hit the factor for speed off the racket is not accounted for. All in all, using a bit of tree bark can't be the way forward so we are developing a completely new composite material which will replicate the performance of cork without all the inconsistencies; we hope to complete this in 2019.
New moulding set up and processes reduce the Flight cycle time to 4.3 seconds. This means over 20,000 moulding a day and gives us plenty of capacity for the time being. More importantly the durability of the blended material gives a 30% increase in durability. Reports say that Bird2 now far outlasts all Yonex products which have been the bench mark for so long. See video of injection moulding press at: https://twitter.com/BirdDesignLtd Following the successful commissioning of the automatic base assembler machine, we are now looking to automate the entire assembly line. This will speed up the assembly process by a factor of three at least and give consequent reduction in costs. This the point where we scale up and we are looking for a manufacturer with existing precision and high quality equipment and procedures to take over and get completely involved in the business. If you are such a company or have links to such a company please make contact. This will enable me to speed up the introduction of Bird1 and Bird3 new concepts and introduce a number of cost reductions and performance improvements.
First phase of automation nearly complete. Speeds up this part of the process by a factor of three. Gives a very closely toleranced weight and therefore speed. There is some variation in weight due to the extra processes involved in the Flight assembly but most of the variation comes from the cork bases and this part of the automated line resolves this. 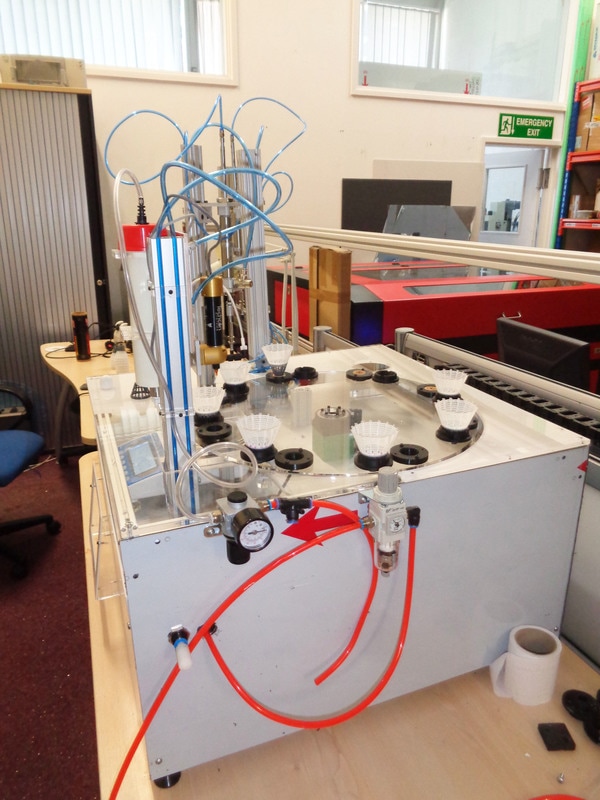 Anyone involved in volume manufacture knows the old adage ‘if it aint broke don't fix it’; because any slight change in a process seems inevitably to cause an unforeseen problem, and problems in volume manufacture means expensive junk or loss of reputation. We have certainly had both of these trying to develop processes and increase output but it is essential to move forward.
One of the dilemmas has been ensuring the durability of the flight section of Bird2. This is the most vulnerable part and is the thinnest and most difficult to produce. In theory the patented principle of dividing the flight into two sections makes an easier moulding with a faster cycle but there has been years of tool changes and trials to get this right. Once in production the problem has been the level of inspection necessary to ensure quality. Perfectly good looking mouldings moulded under set conditions can still be brittle, sometimes only apparent after several days by which time the product is out there. Tests that should indicate durability have proved unreliable and destruction tests obviously can only be performed on a small sample of mouldings which statistically should work but in practise are problematic. Luckily we have managed, through speeding up one of our in-line processes, to monitor the eventual strength of the flight moulding in a simple way. This means that we now have immediate 100% inspection integrated into the moulding process at no extra cost which means I can sleep soundly for the first time in two years. Thermoplastic nylon used in shuttlecocks is hydroscopic and the brittleness is affected significantly by changes in air temperature and, in particular, relative humidity (RH). There will have been a very large difference in durability of any kind of shuttlecock, including feathers, from December to January. December is often wet and this year broke all records, with RH values of above 60% at room temperature consistently. Recently with an anticyclonic weather system prevailing, as is common in January, the RH has been about 35%. At this level of minimal saturation, any kind of shuttle will last less than half the time than it would in average conditions. The only way to be sure of comparative durability of different products is to store them together and trial them in parallel.
However, a suggestion to improve was to steam or mist shuttles, but this can affect them in a number of ways. It could affect the crystalline structure of the plastic making it more brittle or less resilient which affects the feel and also can affect the glue. There is little one can do as the very thin sections which are vulnerable absorb or lose moisture to the atmosphere very quickly. Keep them in the tube with the lid on as long as possible; they leave the factory in ideal condition. Try not to store shuttles where they will see extremes of temperature or humidity, high or low. |
Gordon WillisHi, I'm the designer of the revolutionary Bird2 shuttlecock. Let's change Badminton for the better, together; all comments and feedback are essential to perfecting our products. Archives
September 2020
Categories |
 RSS Feed
RSS Feed
